MUNICIPALITY
Why a Municipality Should Choose a Total Biosolid Management Solution
- Eliminates requirement for large capital investment in plant & equipment.
- Eliminates credit rating issues that may arise from borrowings to purchase expensive plant & equipment.
- Allows municipality to budget for fees and expenses charged by TBM service provider as part of the annual operating budget.
- Faster startup of biosolids management plan, because approvals of capital investment in plant & equipment and borrowings to purchase plant & equipment are eliminated.
- Eliminates requirement to hire and train personnel involved in biosolids management plan.
- Eliminates requirement to purchase consumables and spare parts inventory.
- Eliminates economic losses resulting from ownership of depreciable plant & equipment, as a result of wear & tear and obsolescence.
- Eliminates the day-to-day challenges, problems, and disappointments of having to manage personnel, maintenance of equipment, the operation of equipment, detailed biosolids management plan expenses, the handling, storing and transportation of biosolids, and the product quality of the resulting Class A Biosolids, all of which will be handled by the TBM service provider.
- Ensures that resulting Class A Biosolids will be handled, processed, stored and transported in a prudent manner and will be beneficially used in accordance with applicable state and federal regulations.
- Ensures that biosolids will be processed, handled, stored, transported and beneficially used in a manner that results in highest level of environmental benefits, including reduction of methane gas emissions, improvement of soil fertility, improvement of agricultural crop production, reduction of agricultural industry's use of commercially produced fertilizers, and environmental improvement of natural waterways.
- Results in substantial economic benefits by eliminating transportation and landfilling of wet biosolids.
- TBM Solution can be structured at a cost that is less than the municipality's total long-term cost of owning, operating, maintaining and managing the plant & equipment that it would be required to purchase for the purpose of implementing its biosolids management plan.
MANNCO PROJECTS
Nashville, TN
Nashville is the 7th largest wastewater plant in the US. Mannco manages the 100% beneficial use of 25,000 annual tons of Class A Biosolids, saving the city of Nashville $3.2 million/year.
Memphis, TN

Consulting agreement, researching a beneficial use of Class A Biosolids product and determining market value.
West Helena, AR

Assisted a private company in the late 1990's that produced heat-dried biosolids marketed under the trade name Unity.
Louisville, KY
Developed a market for the use of Class A Biosolids on row crops in Arkansas and Louisiana.
Waco, TX
Marketed Class A Biosolids under the trade name Top Choice Organic®
Benton, AR

Markets 1700 annual tons of Class A Biosolids under trade name Top Choice Organic®. Benton was giving the biosolids away. Now Mannco has helped them use this waste to produce revenue for the city.
HUB, SA

Consulting agreement on the construction of a $640 million project in Panama City, Panama.
REGULATIONS
Biosolids Regulations
Mannco Wastewater Solutions, LLC is fully committed to environmental protection, high standards of operations and meeting and/or exceeding all regulatory requirements. Regulations that ensure the safe and responsible recycling of biosolids have been in effect since the 1970's. The Clean Water Act amendments of 1977 and 1987 require comprehensive controls on biosolids recycling. More directly, the EPA Part 503 Biosolids Rule establishes biosolids quality requirements and encourages recycling biosolids.
By following federal, state and local regulations, municipalities and companies such as Mannco can safely recycle biosolids for the benefit of farms, forests, and landscaping - all of which improves soil properties and helps the environment.
The use of biosolids as a soil amendment is beneficial to farmers, municipalities and communities across the nation. U.S. Environmental Protection Agency (USEPA) supports the recycling of biosolids as an environmentally safe method to reuse the plant available nutrients and organic matter. Organic matter is the most significant factor in giving the soil a spongy texture so it holds water and nutrients preventing them from running off and causing erosion.
Mannco is proud to be an active part of helping to create a more sustainable environment. Not only this, but also taking an active role in the education process for consumers and the general public too.

PRODUCT
Mannco's Modular Class A Biosolids Dryer
2-Ton
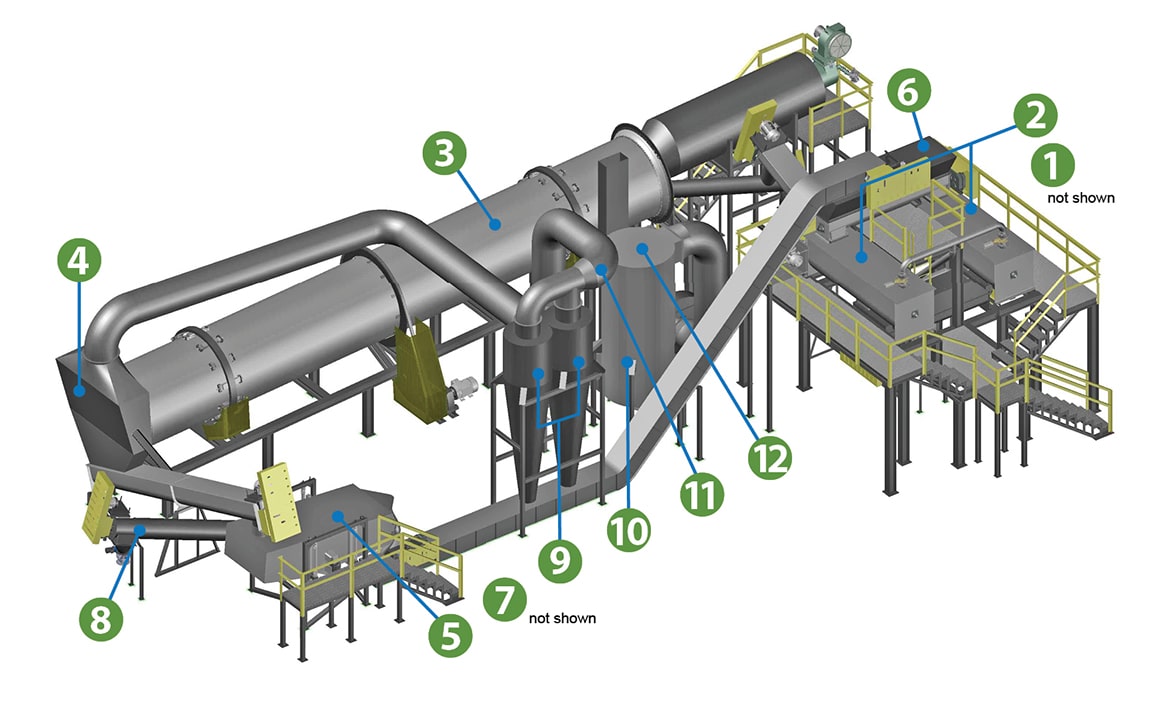
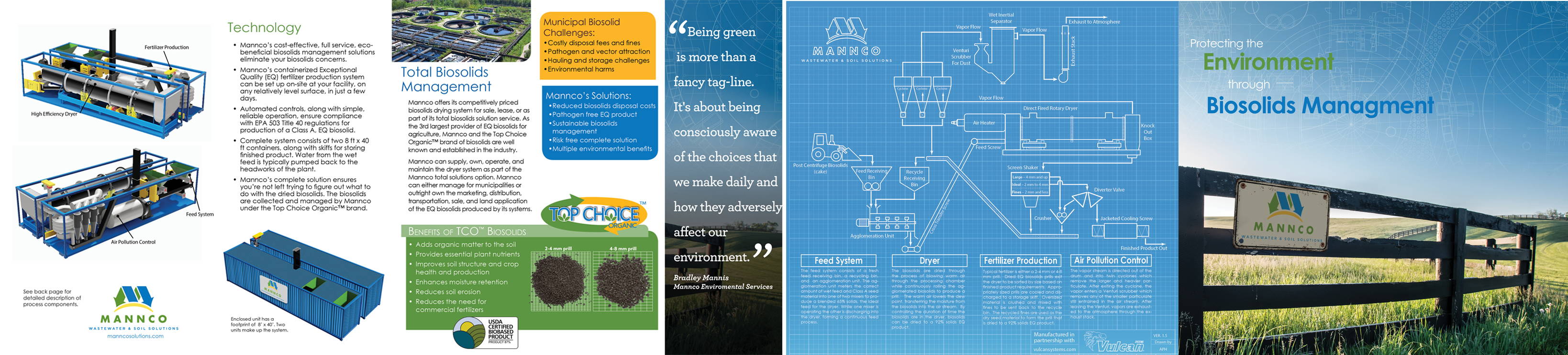
THE CONTAINERIZED BIOSOLIDS DRYING PLANT IS A COMPACT AND COMPLETE SYSTEM DESIGNED TO PRODUCE UNIFORM CLASS "A" PFRP BIOSOLID FERTILIZER PRILLS FROM DEWATERED BIOSOLIDS. THE SYSTEM IS SUPPLIED COMPLETE WITH ALL COMPONENTS TO TURN BIOSOLIDS INTO AN ENVIRONMENTALLY SUSTAINABLE AND SOIL-ENRICHING AGRICULTURAL PRODUCT AS WELL AS A POTENTIAL REVENUE STREAM FOR MUNICIPALITIES.
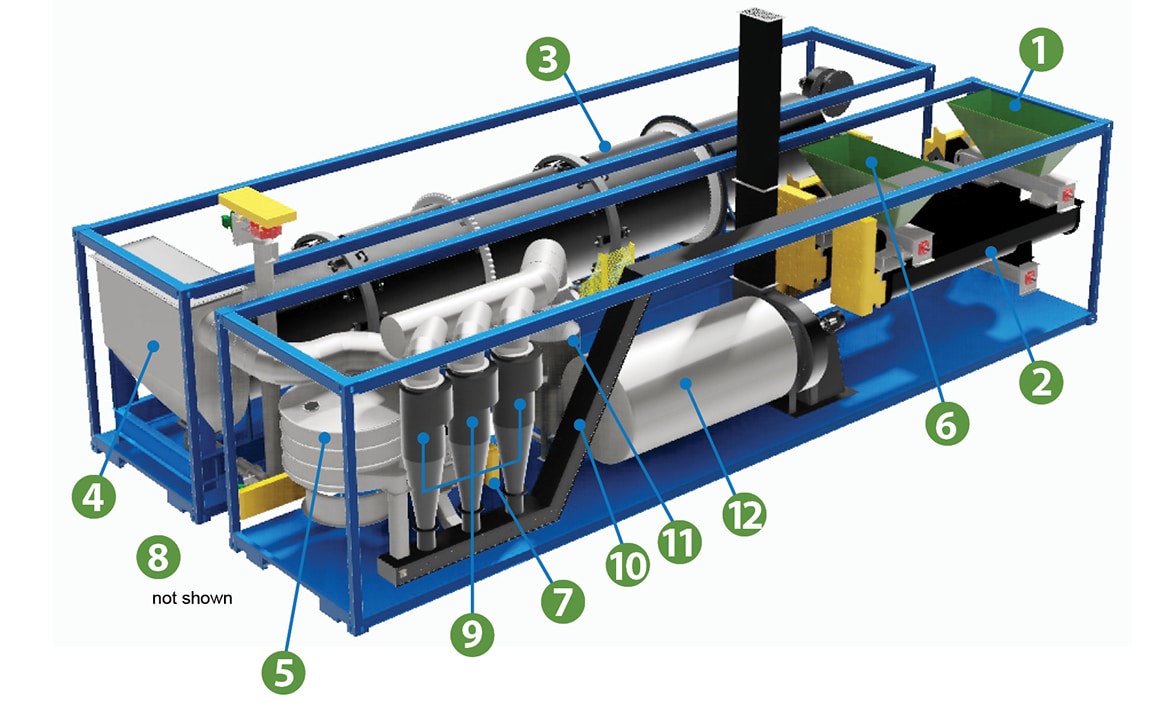
Dewatered biosolids are introduced through a wet material feed hopper 1 and mixed with dry biosolids in batch mixers 2. A proper ratio of thoroughly mixed materials entering the dryer 3 ensures the consistency required to efficiently reduce moisture and to optimize the formation of Class "A" PFRP dry biosolids. Mixed material is conveyed through the dryer where the heat removes excess moisture and reduces pathogens. Proprietary biosolids dryer technology ensures a uniform and consistent ≥90% dry solids end product. Processed material leaves the dryer through a knock out box 4 and is carried to a screen shaker 5 where it is processed to a uniform size. Any material that is too small is sent back to the dry material hopper 6. Material that is too large is processed through a crusher 7 and used as starter feed for new feed stock. The size accepted biosolid fertilizer prills are conveyed through a cooling screw 8 and emptied in a client supplied storage container. Particulate and dust from the vapor stream is collected and removed by triple cyclones 9. The captured particulates from the triple cyclones are transferred via a drag conveyor 10 back to the dry material feed hopper 6. The vapor stream from the triple cyclones goes through a venturi scrubber 11 and inertial separator 12 to remove any residual particulate from the vent stream.
Process Capabilities
| % Solids | 14% | 15% | 16% | 17% | 18% | 19% | 20% | 21% | 22% | 24% | 26% | 28% | 30% |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed Rate (T/Hr) | 1.9 | 1.9 | 1.9 | 2.0 | 2.0 | 2.0 | 2.1 | 2.1 | 2.1 | 2.2 | 2.2 | 2.3 | 2.4 |
| Fertilizer Produced (T/Hr) | 0.3 | 0.3 | 0.3 | 0.4 | 0.4 | 0.4 | 0.4 | 0.5 | 0.5 | 0.6 | 0.6 | 0.7 | 0.8 |
| ~ Btu/Lb Feed | 1160 | 1145 | 1130 | 1115 | 1100 | 1085 | 1071 | 1056 | 1041 | 1011 | 981 | 952 | 922 |
8-Ton
THE 8-T STATIONARY BIOSOLIDS DRYING PLANT IS A COMPLETE SYSTEM DESIGNED TO PRODUCE UNIFORM CLASS "A" PFRP BIOSOLID FERTILIZER PRILLS FROM DEWATERED BIOSOLIDS. THE SYSTEM IS SUPPLIED COMPLETE WITH ALL COMPONENTS TO TURN BIOSOLIDS INTO AN ENVIRONMENTALLY SUSTAINABLE AND SOIL-ENRICHING AGRICULTURAL PRODUCT AS WELL AS A POTENTIAL REVENUE STREAM FOR MUNICIPALITIES.
Process Description
Dewatered biosolids are introduced through a wet material feed hopper 1 and mixed with dry biosolids in batch mixers 2. A proper ratio of thoroughly mixed materials entering the dryer 3 ensures the consistency required to efficiently reduce moisture and to optimize the formation of Class "A" PFRP dry biosolids. Mixed material is conveyed through the dryer where the heat removes excess moisture and reduces pathogens. Proprietary biosolids dryer technology ensures a uniform and consistent ≥90% dry solids end product. Processed material leaves the dryer through a knock out box 4 and is carried to a screen shaker 5 where it is processed to a uniform size. Any material that is too small is sent back to the dry material hopper 6. Material that is too large is processed through a crusher 7 and used as starter feed for new feed stock. The size accepted biosolid fertilizer prills are conveyed through a cooling screw 8 and emptied in a client supplied storage container. Particulate and dust from the vapor stream is collected and removed by twin cyclones 9. The captured particulates from the twin cyclones are transferred via a drag conveyor 10 back to the dry material feed hopper 6. The vapor stream from the twin cyclones goes through a venturi scrubber 11 and inertial separator 12 to remove any residual particulate from the vent stream.
Process Capabilities
| % Solids | 14% | 15% | 16% | 17% | 18% | 19% | 20% | 21% | 22% | 24% | 26% | 28% | 30% |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed Rate (T/Hr) | 7.6 | 7.7 | 7.8 | 7.9 | 8.0 | 8.1 | 8.2 | 8.3 | 8.5 | 8.7 | 9.0 | 9.2 | 9.5 |
| Fertilizer Produced (T/Hr) | 1.2 | 1.3 | 1.4 | 1.5 | 1.6 | 1.7 | 1.8 | 1.9 | 2.0 | 2.3 | 2.6 | 2.8 | 3.1 |
| ~ Btu/Lb Feed | 1206 | 1190 | 1175 | 1160 | 1144 | 1129 | 1113 | 1098 | 1082 | 1051 | 1020 | 989 | 959 |
Brochure
Download our Brochure
TOP CHOICE ORGANIC®
The result is Top Choice Organic®
Top Choice Organic® is an exceptional quality granular organic biosolid fertilizer composed of greater than 80% natural organic matter, with a moisture content of less than 10% and a uniform granule size of 2 to 4 millimeters.